
Um dos alarmes mais comuns em máquinas CNC (Comando Numérico Computadorizado) é o alarme de emergência. Este sistema de segurança essencial é projetado para interromper imediatamente o funcionamento da máquina em caso de falha operacional, mau funcionamento de componentes, risco de acidente ou qualquer situação inesperada que possa colocar em perigo o equipamento, os operadores ou o processo de produção.
Em máquinas mais simples, geralmente de origem chinesa ou taiwanesa, o sistema de emergência está diretamente conectado à entrada EMG do CNC. Nesse caso, um sinal de 24V é enviado de volta ao conector, indicando que o botão de emergência e outros contatos estão fechados e, portanto, a máquina está liberada para operar. Quando esse sinal não retorna, a máquina entra em estado de emergência.
Já em máquinas mais complexas, especialmente as de origem japonesa, a linha de emergência é mais sofisticada. Além do botão de emergência, outros dispositivos são integrados ao sistema, como contatos de fim de curso, sensores de segurança nas portas, relés de segurança e outros botões de emergência espalhados pela máquina. Essa integração pode dificultar o diagnóstico da origem do problema, já que o alarme pode ser disparado por qualquer um desses componentes que podem estar em série.
Para facilitar o diagnóstico, a Mitsubishi criou um registrador especial, o R69, presente nos CNCs de todas as séries. Esse registrador de 16 bits monitora o status da linha de emergência e de outros dispositivos de segurança. Quando todos os bits estão em “1”, a máquina está liberada para operar. No entanto, se qualquer bit estiver em “0”, a máquina entra em estado de emergência.
Registrador R69:
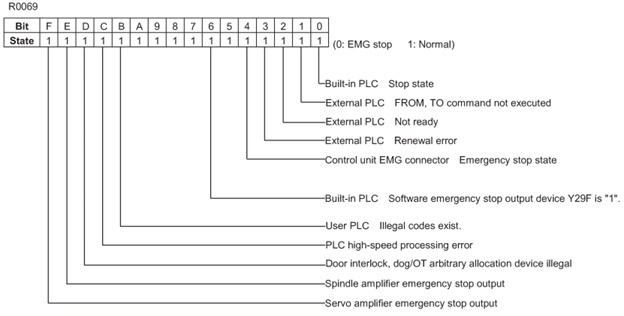
Os bits mais importantes para o diagnóstico são:
Bit 4: Este bit está diretamente relacionado ao conector de emergência EMG do CNC. Se o bit estiver em “0”, isso indica que o sinal de 24V não está retornando ao conector, o que pode ser causado por um problema no botão de emergência ou em outro componente da linha de emergência que esteja em série.
Bit 6: Diferente do Bit 4, o Bit 6 está associado a um endereço “virtual” do PLC do CNC. Em termos simples, ele é ativado ou desativado por meio de uma lógica programada no ladder do controlador CNC. No caso da série M6, ele está ligado ao endereço Y29F, enquanto nas séries M7 e M8 é o YC2C. Se o Bit 6 estiver em “0”, será necessário analisar a lógica do ladder para identificar qual condição ou dispositivo está gerando o alarme.
Bit E: Indica uma falha no drive de Spindle.
Bit F: Relacionado aos drives de Servo.
Quando a origem de emergência provém dos drives, é necessário investigá-los. Nos drives das famílias com comunicação via cabo, o sinal de emergência passa por cada um dos drives até retornar ao CNC, já nos drives mais novos que se comunicam via fibra ótica, a parada de emergência chega no CNC através da comunicação ótica.
Quando enfrentar um alarme de emergência em máquinas CNC Mitsubishi, não deixe de consultar o registrador R69 na interface PLC da máquina. Ele é uma ferramenta crucial para identificar a origem do problema e economizar tempo no diagnóstico, ajudando a minimizar o tempo de inatividade da máquina.
Em caso de qualquer dúvida que possa surgir no diagnostico, a equipe da Scomptec está pronta para auxiliar no diagnostico e dar todo suporte necessário.
Autoria: Celso Scomparim Júnior